ロッドビルディングレポート
投稿者名:タックルオフ工房
2024/07/29 閲覧数:623
イシグロ御殿場店より、リメイク、リペア依頼品が入荷しました!!



イシグロ御殿場店(受付担当スタッフ五十嵐)より、
リメイク、リペア依頼品が入荷しました!!
こんにちは、
工房担当の福田です。
今回の依頼品は、シマノ 「ボーダレスS450-T」


依頼内容は、
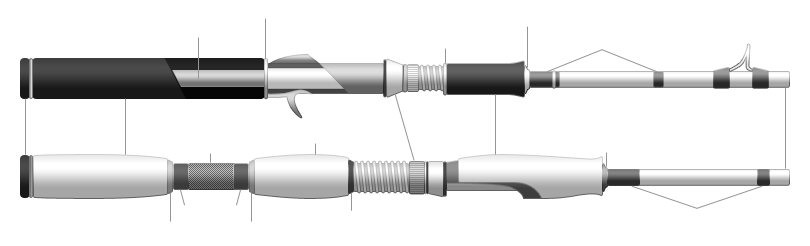
「①グリップの延長、EVAからコルクに交換、
②シモツケの回転TOPを付け替える。」
持ち込まれた肘当ては、この状態で抜き差しがスムーズに出来る、
お客様のご要望でこのエンド部はそのまま活かす。
カット位置を決めてブランクを延長加工、
EVAを剥がしてコルクを削りグリップ作成する。



完成は、この状態でEVAがコルクに変わるイメージです。



シモツケの回転トップを取り付けて白金のスレッド巻きとコーティングをする。


・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
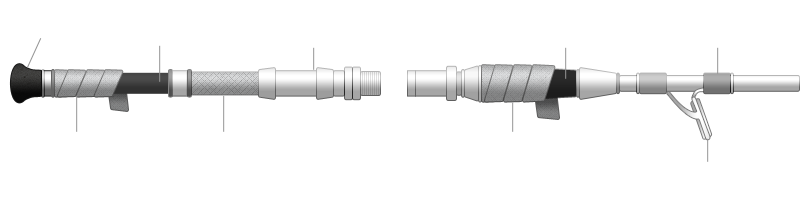
今回の依頼内容は、
①グリップの延長は50mm。EVAからコルクに交換。
②トップをシモツケ回転TOPに交換と指定スレッド巻き。
それでは、①から始めます。


EVAを剥がす。



丁寧にゆっくり剥がせば大体形は残せる。



剥がしたEVAのグリップは、出来るだけサンプルとして残す為、
丁寧に剥がす事を心掛けている。
後からどんな形だったか?長さや厚みを知る上で必ず必要になり、
グリップデザインの流れが各メーカーで違う為あれば参考になる。
後々無くて困るのは自分なので、
保険としてサンプルの確保は出来る限りしている。

延長の作業は、本体の外径に延長パイプ被せるのか、
延長パイプを内径に収めるのか、この2通りになる。
数値は17パイ。外径を飲むパイプはかなり太くなり現実的ではない。
今回は延長パイプを内径に収める方法です。
元上の#4が延長パイプの内径をスムーズに通過するパイプを探します。
フロント側17.12パイ


エンド側17.29パイ


余分な接着剤と塗装を剥がす。

後から作成するコルクグリップは、アルミ部の段差加工に注意する。



エンド部にお客様の持ち込みされた肘当てが丁度入る。
このエンド部はそのまま使用する為、カット位置は慎重に決めて加工に入る。


エンド部の内径は15.19パイ。端材のパイプで丁度合うものがあり、このパイプが15.09パイ



元上の外径が、12.72パイ。延長パイプの内径が12.98パイある。



パーツを差し込んで見て、主要の3本が段々で差し込める為延長作業が成立。
元上のパーツ(#4)が、延長パイプに入る、延長パイプは元竿(#5B)に入る。


延長パイプは、150mmでカット。
指定の延長は50mmでしたので、50mmを基準にして、、、。

50mm接着(下部) 50mm延長部(中部) 50mm接着(上部)



150mmで継ぎ部と延長部を分ける。

ヒジアテは、30mm差し込める為この長さを取り、遊びとして10mm間隔を開ける。
10mm開けた箇所から50mm(矢印部)がブランクカット位置となる。
ブランクをカットした反対側に50mmを差し込めば、丁度バランス良く延長できます。
ヒジアテの差し込みが30mm。遊びは10mm、50mmで接着、50mmは延長、50mmで接着で完成。



ブランクをズラして取り付けイメージを見る。
ブランクインとブランクアウトを何回か確認。
 ➔
➔ 
仮組みはイメージ通り。

ブランクを接着するにあたり、テープにて段差を作り接着強度を上げる。



上下同じ様に接着作業を行い50mm延長。



指定の50mm延長。
カーボンの継ぎ部段差を加工する。

50mm箇所を肉盛りしやすくする為にロッドモーターを使用。


肉盛りの肉になるエポキシ接着剤2液式をよく混ぜて、回転しているブランクの段差に塗る。(垂らす)
一気に塗り垂れても気にせず上から乗せて早く盛る。5分間タイプなので素早く塗ると言うより垂らす事で、
隙間無く盛る事が出来る。その後は垂れて来る所は爪楊枝で慣らすか擦り取る。
ロッドモーターの回転で段々と水平になっていく。作業が遅い場合はデコボコになる為素早く作業する。
後から削るがなるべくデコボコが無い方が削りも綺麗に早く仕上がる。



一日乾燥後、しっかり乾いたら表面を平らに削る。

ブランクの外径とコルクの内径は大体一緒、エポキシ接着剤の50mm間はしっかり平らにしないと、
コルクが通らない為削り込みの作業が大切になる。


平板にペーパーヤスリを貼り平行になるまで削る。



綺麗に削れているかどうかは、コルクに差し込んでスムーズの入るかで決まる。

コルクをゆっくりと差し込んでいく、、、。
少し当たる所は後から削り調整し、スムーズに差し込める状態にする、、。




ただ、市販のコルクストレートが300mmの為、ブランクが出た分のコルク追加加工が必要となる。


先にコルクグリップを削り、後から追加加工分を取り付けする。

フロントサイド、リアサイドにはある程度肉を持たせて握り易く、
中央は今風にシェイプを少し入れて加工。



後はエンドの追加コルクの加工とコルクの目が大体すっ飛んでいる為、
目止め加工をする。

エンドのコルクを綺麗にカットして接地面を整える。


追加コルクは外径を削り合わせる。
こちらも合わせ面側をコルクカット。



カット面同士を合わせる。圧着すれば隙間は大体なくなる。
エンドのカーボンと長さはほぼ一緒、若干コルクがカーボンより長い方が良い。
現状で1mmか2mm位はコルクが長い状態、後は接着と目止め作業となる。


エンドコルクの肩落としは、剥がしたEVAの幅や角度を見て大体合わせました。



フロントの肩落としも、剥がしたEVAの幅や角度を見て削り合わせた、
少しメリハリを付けさせて頂きました。





ブランクにコアテープを大体等間隔で貼る。
段差を付けて接着面と強度を出す。
エンド部もコアテープの幅を細目にして、巻く箇所を増やし接着強度を上げる。



コルクによって抜ける目の大きさや個数はまちまちです。
今回は細い所が多い為、丁寧に見える所はコルクパテをしっかり押し込んでから盛る。



その前に1回表面を細目のサンディングペーパーでヤスる。
細目で丁寧にヤスる事で、表面のデコボコの目が少し落ち着く。



いつものジャストエースのコルクパテで満遍なく塗り込んでいく。


ほぼ見える所はパテを押し込んでその上に盛り付けをした状態。



後はしっかり乾燥させる。


一日経つと水分が抜けてひける(少し痩せます)その為に多めに盛ります。



ヤスリの選択
ペーパーヤスリは目の選択を間違えるとコルクパテを削り過ぎてしまいます。
乾燥したコルクパテの余分な箇所をテンポよく削る為に、
ヤスリの選択は、感覚と削れる音で判断しています。今回は600番使用。

細かな所、細い所にパテが入っているのはしっかり押し込んだ証拠で、
削り込んで目の中にしっかり収まっている事が大事です。



純正のエンドを取り付けて見る。



お客様が希望していましたアタッチメントの肘あても、
コルクの肩落としの角度と大体合っているの違和感は無いと思います。



EVAからコルクに交換と延長はこれで完了、
後はTOPを指定のシモツケの回転TOPに交換していく。


・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
②指定のシモツケ回転TOPを取り付けて行く。

純正の回転TOPリリアン付きをヒートガンで炙る。
炙る箇所は、金具の箇所を中心に熱風を遠目から当ててコントロールする。
ペンチの先にマスキングテープを巻きつけてTOP金具が傷つかない様に挟み抜く。
真っ直ぐに抜かないと穂先が折れる為慎重に作業を進める。



ご要望の白金のメタルスレッドを使用する。
長さは、#2の口部と同じ長さに合わせる。



白金と黒のスレッドで口回りのデザインを表現しました。


これでご要望の2点は完了しました。

ご依頼店のイシグロ御殿場店へ、定期便にて返送致します。
今回の作業金額は、
パーツの金額合計は、3,669円
工賃金額合計は、11,990円となります。
ご参考までに、、、。
イシグロ御殿場店の店舗情報は、こちら⇩
釣り大好きスタッフが集めた新鮮な釣り情報がいっぱい!釣果情報新着一覧はこちら!
イシグロ店舗スタッフ発!さまざまな情報の新着一覧!店舗ブログはこちら!
イシグロ店舗へのアクセス・営業時間のご案内や店舗発信の新着情報各種はこちら!